首页
关于我们
公司简介
企业文化
环境展示
资质证书
产品中心
碳钢焊条
不锈钢焊条
铸铁焊条
桶装焊丝
铝焊丝
Co2气体保护焊丝
碳钢埋弧焊丝
不锈钢焊丝
不锈钢TGF焊丝
药芯焊丝
磷铜焊丝
铜焊丝HS221 S221F S222F
氩弧焊丝
新闻中心
公司新闻
行业动态
设备展示
在线留言
联系我们
电子宣传册
English
导航
首页
关于我们
关于我们
企业文化
工厂环境
资质荣誉
产品中心
焊条
焊丝
焊剂
新闻中心
公司新闻
行业动态
设备展示
在线留言
联系我们
搜索 Search
新闻资讯
NEWS
公司新闻
行业动态
首页
>
新闻资讯
>
行业动态
131个问答解释焊接名词用语,你不一定全知道
2022-1-18
1.焊接 通过加热或加压,或两者并用,并且用或不用填充材料,使工件达到结合的一种方法。2.焊接技能 手焊工或焊接操作工执行焊接工艺细则的能力。3.焊接方法 指特定的焊接方法,如埋弧焊、气保护焊等,其含义包括该方法涉及的冶金、电、物理、化学及力学原则等内容。
减少焊接变形的焊接工艺
2022-1-15
减少收缩变形的途径有以下几方面:1 勿过量焊接2 间断焊缝3 减少焊道4 反变形技术5 焊接顺序
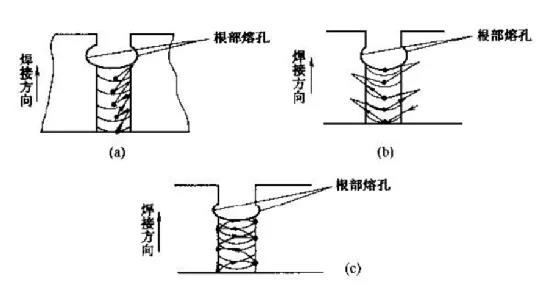
单面焊双面成型的速成手法与掌握
2022-1-11
对于手工电弧焊“单面焊双面成形”工艺按照操作方法,可分为连续焊法和间断灭弧焊法两种。
九招解决C02气体保护焊送丝不稳
2022-1-6
CO2气体保护焊在焊接时经常出现送丝不畅通、不均匀的出丝现象,这样会给焊接带来困难并直接影响焊接质量,应该一次焊完的焊缝经常分好几段才能焊完。
焊接工程上存在的质量通病
2022-1-4
焊缝表面的缺陷,如咬边(咬肉)、焊瘤、弧坑、表面气孔、夹渣、表面裂纹、焊缝位置不合理等称为外部缺陷
技术丨连弧焊应该怎么焊?
2022-1-4
立焊位单面焊双面成型连弧焊法速度较快,使用焊条少,而且根部焊缝成型整齐、均匀,焊缝的表面成型纹理美观,根部焊缝的正面两侧无夹角,焊缝表面清渣容易。
焊条受潮,过期影响焊接吗?还能使用吗?
2021-12-22
施焊时受潮的焊条通常会出现电弧吹力大、熔深增加、飞溅增大等情况。钛型、钛钙型焊条会出现熔渣覆盖不良、成形变差的情况;低氢型焊条熔渣的表面通常会出现许多小孔,严重时焊缝中易出现气孔。
TIG焊接的优点和缺点
2021-12-20
在惰性气体的保护下,利用钨电极与工件之间产生的电弧热熔化母材和填充焊丝的焊接方法。优点,保护效果好。缺点,需要特殊的引弧装置。
影响飞溅大小的因素有哪些?
2021-12-16
影响飞溅大小的因素很多,熔渣黏度增大,焊接电流过大,药皮水分过多,电弧过长,焊条偏心等都能引起飞溅的增加。
氩弧焊焊丝的作用
2021-12-15
钨极氩弧焊用的焊丝只是作为焊缝的填充金属,而不充当导电的电极;与钨极氩弧焊不同的是,熔化极氩弧焊用的焊丝不但作为焊缝的填充金属,而且焊接过程中还充当导电的电极。
焊条2.5、3.2、4.0有什么区别?
2021-12-14
3.2为普通规格,焊接件厚度大于3mm,而2.5的焊条用于焊接较薄的零件。
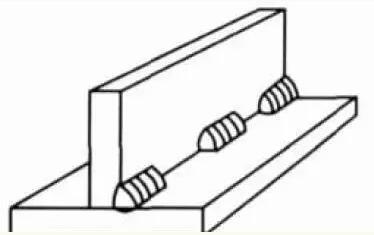
为什么重要结构要使用氩弧焊打底?
2021-12-11
采用氩弧焊打底工艺,可以得到优质的焊接接头。氩弧焊打底焊接工艺在锅炉的水冷壁、过热器、省煤器等焊接中,接头质量优良,经射线探伤,焊缝级别均在Ⅱ级以上。
<
1
2
3
4
5
>
新闻搜索
搜索